

 桂林超級複合加工中心
桂林超級複合加工中心 桂林5軸數(shù)控加工中心
桂林5軸數(shù)控加工中心 桂林複合加工中心
桂林複合加工中心 桂林數(shù)控車床
桂林數(shù)控車床 桂林立式車床
桂林立式車床 桂林立式加工中心
桂林立式加工中心 桂林臥式加工中心
桂林臥式加工中心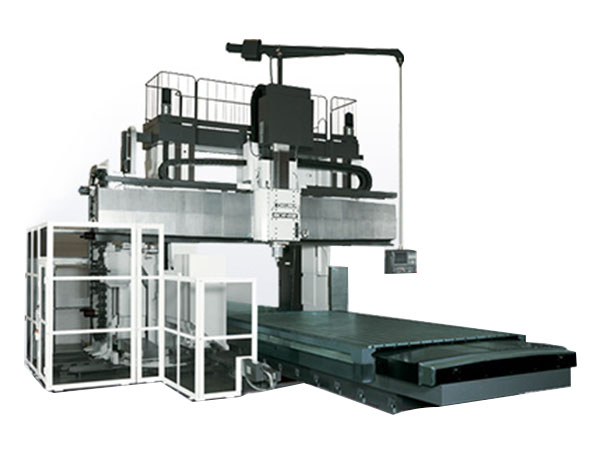 桂林龍門式加工中心
桂林龍門式加工中心 桂林磨床
桂林磨床 桂林IT/CNC
桂林IT/CNC 桂林LCR-270-e型數(shù)控車床
桂林LCR-270-e型數(shù)控車床 桂林LBR-370-e數(shù)控車床和車削中心
桂林LBR-370-e數(shù)控車床和車削中心 桂林MXR-V-e-立式加工中心
桂林MXR-V-e-立式加工中心 桂林MAR-H-e-臥式加工中心
桂林MAR-H-e-臥式加工中心 桂林MBR-H-e-臥式加工中心
桂林MBR-H-e-臥式加工中心 桂林GENOS-數(shù)控車床
桂林GENOS-數(shù)控車床 桂林GENOS-立式加工中心
桂林GENOS-立式加工中心 桂林GENOS-數(shù)控車床和車削中心
桂林GENOS-數(shù)控車床和車削中心 桂林LC-450
桂林LC-450 桂林LC-500
桂林LC-500 桂林LC-600
桂林LC-600 桂林LC-650
桂林LC-650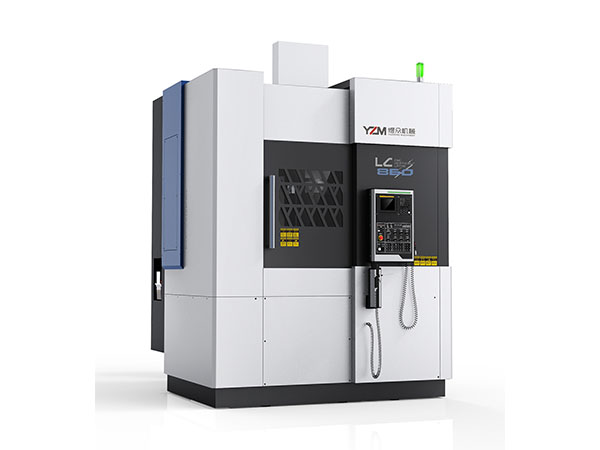 桂林LC-860
桂林LC-860 桂林JT動力刀塔-車銑複合
桂林JT動力刀塔-車銑複合 桂林JT斜軌-數(shù)控車床
桂林JT斜軌-數(shù)控車床 桂林CK平軌-數(shù)控車床
桂林CK平軌-數(shù)控車床


同時實現(xiàn)寬大的Y軸移動量和優(yōu)異的操作性
適用於中/大型零件加工的加工領(lǐng)域
Y軸移動量 1,050mm
對應中/大型零件加工或大型塑料模具的800mm的工作臺,
1050mm的Y軸移動量
面積生產(chǎn)率 領(lǐng)先同類產(chǎn)品
?X軸移動量 : 1,600mm
?Y軸移動量 : 1,050mm
?工作臺尺寸 : 1,600×800mm

對工作臺/主軸的良好接近性實現(xiàn)優(yōu)異操作性
對工作臺/主軸的可近性
?對主軸的關(guān)聯(lián) : 220mm
?對工作臺的關(guān)聯(lián): 345mm
?工作臺高度 : 900mm
?前面門開口寬度 : 1,620mm
大工件
?大工件尺寸 :長度1,600、寬度800、高度600mm
?大承載重量 :2,500kg
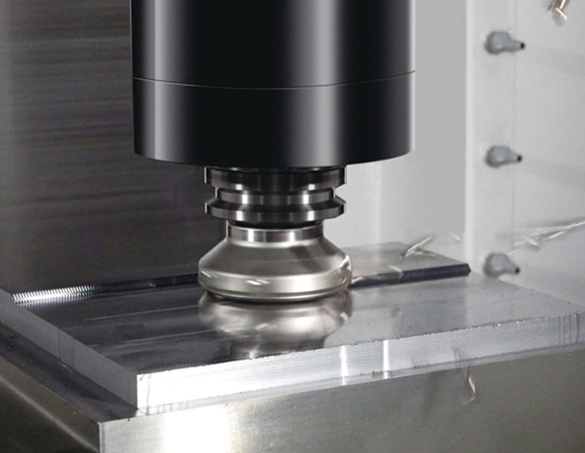
高效加工模具或半導體製造設(shè)備零件
從一般機床零件到模具/鋁等,可滿足各種加工需求的主軸陣容
廣域主軸 (No.40)
適合一般機床零件的高效率加工
?主軸轉(zhuǎn)速:15,000min-1
?大功率:26/18.5kW(10分/連續(xù))
?大扭矩:199/146N?m(5分/連續(xù))
| 刀具 | 主軸轉(zhuǎn)速 min-1 | 切削速度 m/min | 進給速度 mm/min | 切削寬度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ?100面銑刀 5刃(硬質(zhì)合金) | 955 | 300 | 1,429 | 70 | 4 | 400 |
| 不重磨鉆頭 ?50 | 606 | 95 | 90.9 | - | - | - |
| 絲錐 M30P3.5 | 240 | 23 | 840 | - | - | 84%(主軸負荷) |
(被切削材料:S45C)
| 刀具 | 主軸轉(zhuǎn)速 min-1 | 切削速度 m/min | 進給速度 mm/min | 切削寬度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ?63面銑刀 5刃(硬質(zhì)合金) | 15,000 | 2,969 | 8,523 | 44 | 4 | 1,500 |
(被切削材料:A5052)
高速主軸 (No.40)
主要用於鋁加工的高速主軸 (特殊規(guī)格)
?主軸轉(zhuǎn)速:20,000min-1
?大功率:30/22kW(10分/連續(xù))
?大扭矩:57/42N?m(10分/連續(xù))
大功率主軸 (No.40 / No.50滾子軸承規(guī)格)
模具粗加工/精加工的完結(jié) (特殊規(guī)格)
?主軸轉(zhuǎn)速:12,000min-1
?大功率:33/26kW(10分/連續(xù))
?大扭矩:302/148N?m(10%ED/連續(xù))
| 刀具 | 主軸轉(zhuǎn)速 min-1 | 切削速度 m/min | 進給速度 mm/min | 切削寬度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ?100面銑刀 5刃(硬質(zhì)合金) | 955 | 300 | 1,910 | 70 | 5 | 669 |
| ?20銑刀 7刃(硬質(zhì)合金) | 4,000 | 251 | 9,520 | 20 | 3.7 | 704 |
(No.50大功率主軸 被切削材料:S45C)

對應長時間無人運轉(zhuǎn)
輕鬆清掃大量鋁屑的切屑處理性能
?寬敞的機內(nèi)排屑器
?橫梁噴淋洗淨(特殊規(guī)格)
?不會堆積切屑的機內(nèi)垂直護蓋構(gòu)造
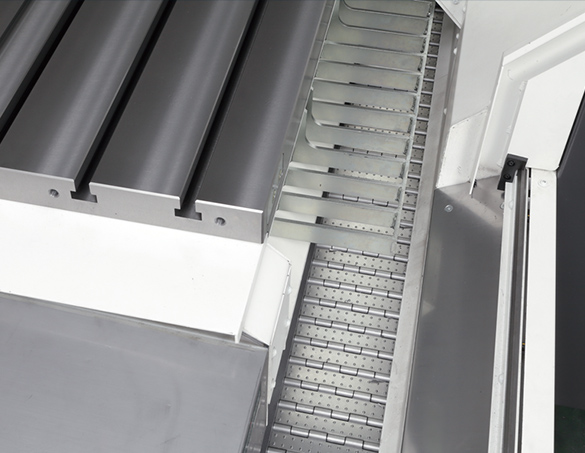
在工作臺前後設(shè)置寬敞的機內(nèi)鉸鍊式排屑器。
即使大量切屑也可順利排出

通過橫梁噴淋洗淨(特殊規(guī)格)工件,清掃工作臺上的切屑
“接受溫度變化”獨特的構(gòu)思
Thermo-Friendly Concept
通過獨創(chuàng)的構(gòu)造設(shè)計與熱位移控制,實現(xiàn)驚異的加工精度的“Thermo-Friendly Concept”
不僅避免了繁瑣的尺寸補償和暖機運轉(zhuǎn),而且對於長時間的連續(xù)運轉(zhuǎn)以及車間內(nèi)溫度環(huán)境變化也能夠發(fā)揮優(yōu)越的尺寸穩(wěn)定性。
實現(xiàn)了金屬模具的高面品質(zhì)的加工
Hyper-Surface(特殊規(guī)格)
自動修整加工數(shù)據(jù),輕鬆提高模具的加工面質(zhì)量
無需使用CAM修改加工數(shù)據(jù)。減少了劃痕和邊緣的不齊,提高了加工面的質(zhì)量,縮短了手動精加工拋光工藝的時間。
除了傳統(tǒng)Super-NURBS的曲線自適應加速度控制之外,Hyper-Surface的新功能還可以在保持形狀精度的同時,自動校正從CAM輸出的加工數(shù)據(jù)的邊緣部分和相鄰加工路徑之間的位置偏差。
機床規(guī)格
| 項目 | 單位 | MB-80V | ||
|---|---|---|---|---|
| No.40主軸 | No.50主軸 | |||
| 移動量 | X軸(工作臺左右) | mm | 1,600 | |
| Y軸(滑鞍前/后) | mm | 1,050 | ||
| Z軸(主軸頭上下) | mm | 600 | ||
| 工作臺上面至主軸端面 | mm | 200~800 | ||
| 工作臺 | 工作臺尺寸 | mm | 1,600×800 | |
| 地面至工作臺上面 | mm | 900 | ||
| 大承載重量 | kg | 2,500 | ||
| 主軸 | 主軸轉(zhuǎn)速 | min-1 | 15,000 [12,000、20,000] | 12,000 |
| 主軸變速檔數(shù) | 無級 | |||
| 主軸錐孔 | 7/24 錐度 No.40[HSK-A63] | 7/24 錐度 No.50 | ||
| 主軸軸承內(nèi)徑 | mm | ?70(12,000min-1主軸為?90) | ?90 | |
| 進給速度 | 快速進給速度 | m/min | X?Y:42、Z:32 | |
| 切削進給速度 | mm/min | X?Y?Z:32,000 | ||
| 電機 | 主軸用電機 | kW | 26/18.5 [33/26 、30/22] | 33/26 |
| 進給軸用電機 | kW | X5.2、Y?Z:3.5 | ||
| 自動刀具 交換裝置 | 刀柄型式 | MAS403 BT40[HSK-A63] | MAS403 BT50 | |
| 拉釘型式 | MAS 2 | |||
| 刀庫容量 | 把 | 32[48、64] | ||
| 刀具大直徑(有鄰接刀具時) | mm | ?90 | ?100 | |
| 刀具大直徑(無鄰接刀具時) | mm | ?125 | ?152 | |
| 刀具大長度 | mm | 400 | ||
| 刀具大重量 | kg | 8 | 12[15] | |
| 刀具大質(zhì)量力矩 | N?m | 7.8 | 15.3[19.1] | |
| 刀具選擇方式 | 隨機存儲 | |||
| 機床尺寸 | 機床高度 | mm | 3,320 | |
| 占地面積 | mm | 4,500×2,970 | ||
| 機床重量 | kg | 16,750 | 17,000 | |
[ ]:特殊規(guī)格
 聯(lián)繫人:張總
聯(lián)繫人:張總
 電話:18913517208
電話:18913517208
 座機: 0512-50135964
座機: 0512-50135964
 網(wǎng)址:efgbook.cn
網(wǎng)址:efgbook.cn
 地址:江蘇省崑山市開發(fā)區(qū)前進東路757號樓
地址:江蘇省崑山市開發(fā)區(qū)前進東路757號樓

