
 岳陽(yáng)超級(jí)複合加工中心
岳陽(yáng)超級(jí)複合加工中心 岳陽(yáng)5軸數(shù)控加工中心
岳陽(yáng)5軸數(shù)控加工中心 岳陽(yáng)複合加工中心
岳陽(yáng)複合加工中心 岳陽(yáng)數(shù)控車(chē)床
岳陽(yáng)數(shù)控車(chē)床 岳陽(yáng)立式車(chē)床
岳陽(yáng)立式車(chē)床 岳陽(yáng)立式加工中心
岳陽(yáng)立式加工中心 岳陽(yáng)臥式加工中心
岳陽(yáng)臥式加工中心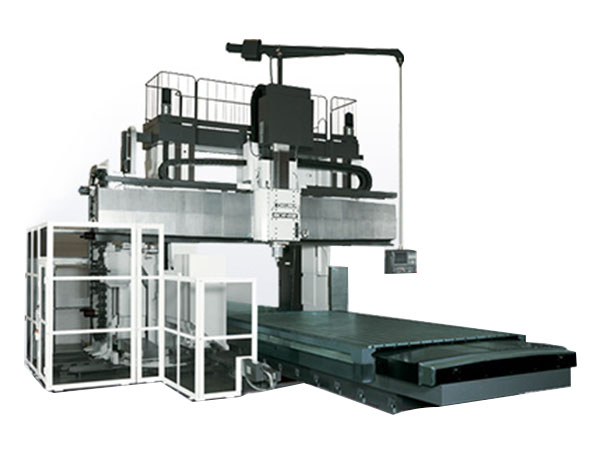 岳陽(yáng)龍門(mén)式加工中心
岳陽(yáng)龍門(mén)式加工中心 岳陽(yáng)磨床
岳陽(yáng)磨床 岳陽(yáng)IT/CNC
岳陽(yáng)IT/CNC 岳陽(yáng)LCR-270-e型數(shù)控車(chē)床
岳陽(yáng)LCR-270-e型數(shù)控車(chē)床 岳陽(yáng)LBR-370-e數(shù)控車(chē)床和車(chē)削中心
岳陽(yáng)LBR-370-e數(shù)控車(chē)床和車(chē)削中心 岳陽(yáng)MXR-V-e-立式加工中心
岳陽(yáng)MXR-V-e-立式加工中心 岳陽(yáng)MAR-H-e-臥式加工中心
岳陽(yáng)MAR-H-e-臥式加工中心 岳陽(yáng)MBR-H-e-臥式加工中心
岳陽(yáng)MBR-H-e-臥式加工中心 岳陽(yáng)GENOS-數(shù)控車(chē)床
岳陽(yáng)GENOS-數(shù)控車(chē)床 岳陽(yáng)GENOS-立式加工中心
岳陽(yáng)GENOS-立式加工中心 岳陽(yáng)GENOS-數(shù)控車(chē)床和車(chē)削中心
岳陽(yáng)GENOS-數(shù)控車(chē)床和車(chē)削中心 岳陽(yáng)LC-450
岳陽(yáng)LC-450 岳陽(yáng)LC-500
岳陽(yáng)LC-500 岳陽(yáng)LC-600
岳陽(yáng)LC-600 岳陽(yáng)LC-650
岳陽(yáng)LC-650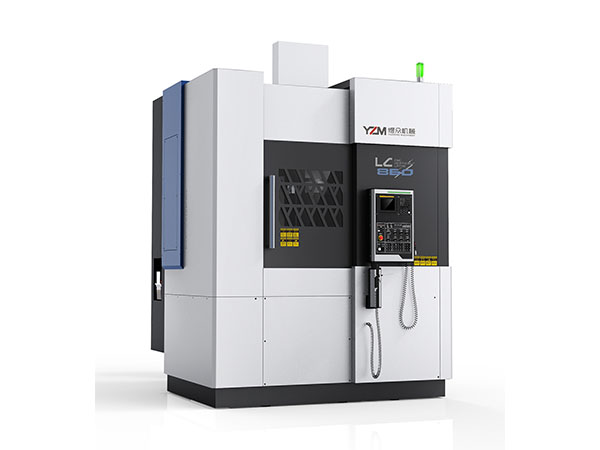 岳陽(yáng)LC-860
岳陽(yáng)LC-860 岳陽(yáng)JT動(dòng)力刀塔-車(chē)銑複合
岳陽(yáng)JT動(dòng)力刀塔-車(chē)銑複合 岳陽(yáng)JT斜軌-數(shù)控車(chē)床
岳陽(yáng)JT斜軌-數(shù)控車(chē)床 岳陽(yáng)CK平軌-數(shù)控車(chē)床
岳陽(yáng)CK平軌-數(shù)控車(chē)床



世界主流的高速性能
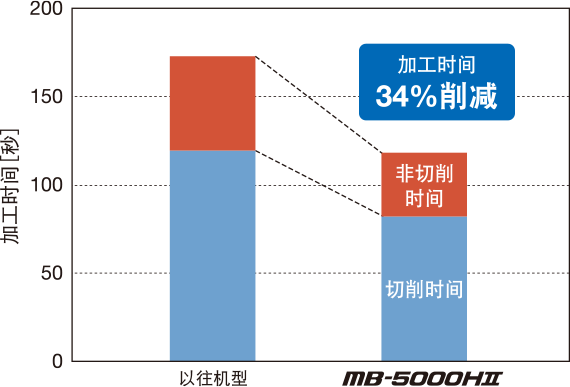
鋁製批量零件的高速加工
通過(guò)高加速/減速軸進(jìn)給縮短了定位時(shí)間,通過(guò)高速B軸旋轉(zhuǎn)(工作臺(tái)旋轉(zhuǎn))、高速ATC以及高速鑽孔躋身於世界主流機(jī)床之列,大幅縮短了加工週期。
鋁製批量零件的高速加工實(shí)例
與傳統(tǒng)機(jī)床相比,鋁鑄件零件的加工時(shí)間縮短了34%。

縮短了定位時(shí)間 旨在通過(guò)高加速/減速軸進(jìn)給來(lái)縮短定位時(shí)間。 快速進(jìn)給速度(大)X軸:1.0G Y軸:1.1G Z軸:1.0G | 縮短加工時(shí)間功能 例如鑽孔較多的零件加工等,頻繁進(jìn)行快速進(jìn)給(G00)和切削進(jìn)給(G01)的重複加工時(shí),該功能可根據(jù)加工內(nèi)容及機(jī)床的安裝狀況縮短時(shí)間。 ※加工時(shí)間縮短的效果因機(jī)床安裝狀況、加工零件的形狀、加工程序而異。 |
縮短工作臺(tái)的分度時(shí)間 0.001度分度工作臺(tái)(特殊規(guī)格)採(cǎi)用滾齒凸輪,從而使分度時(shí)間達(dá)到最短。可實(shí)現(xiàn)高速分度。 ?90°分度:1.0秒※ ?180°分度:1.2秒※ ※0.001度分度工作臺(tái)(特殊規(guī)格) | 縮短ATC時(shí)間 採(cǎi)用盤(pán)式ATC刀庫(kù)以加速ATC操作。 即使是機(jī)床內(nèi)最遠(yuǎn)的刀具,也可在5.1秒的短時(shí)間內(nèi)完成分度。 ?ATC把數(shù):48把(No.40主軸規(guī)格) ?T-T時(shí)間:0.9秒(刀具重量 4kg以下) 1.3秒(刀具重量 4kg以上) ?最遠(yuǎn)端口的分度:5.1秒(48把刀庫(kù)) |


高剛性、高扭矩主軸陣容
也適用於鋼材的強(qiáng)力加工
主軸陣容採(cǎi)用與滾珠軸承相比剛性更高的滾子軸承(特殊規(guī)格)
除No.40主軸規(guī)格之外,還可選用No.50主軸規(guī)格。可適用於大直徑側(cè)大功率主軸(No.40、No.50)(特殊規(guī)格)銑刀和長(zhǎng)鏜桿等的對(duì)刀具剛性要求較高的深孔和突起的加工。
大功率主軸(No.40、No.50)(特殊規(guī)格)
適用於鑄件和鑄鋼件的批量生產(chǎn)
主軸轉(zhuǎn)速 12,000min-1 / 大功率 33/26kW(10分/連續(xù)) / 大扭矩 302N?m(10%ED)
| 銑削刀具 | 主軸轉(zhuǎn)速 min-1 | 切削速度 m/min | 進(jìn)給速度 mm/min | 切削寬度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ?100面銑刀 5刃 | 955 | 300 | 1,910 | 70 | 4.7 | 628 |
| ?20立銑刀 7刃 | 4,029 | 253 | 8,800 | 4 | 20 | 704 |
(工件材料:S45C)
標(biāo)準(zhǔn)主軸(No.40)
適用於一般機(jī)器零件的高效率加工
主軸轉(zhuǎn)速 15,000min-1 / 大功率 26/18.5kW(10分/連續(xù)) / 大扭矩 199/146N?m(5分/連續(xù))
| 銑削刀具 | 主軸轉(zhuǎn)速 min-1 | 切削速度 m/min | 進(jìn)給速度 mm/min | 切削寬度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ?80面銑刀 8刃(金屬陶瓷) | 1,194 | 300 | 3,750 | 56 | 2.3 | 483 |
(工件材料:S45C)
鋁加工用高速主軸(No.40)(特殊規(guī)格)
適用於鋁的高速加工
主軸轉(zhuǎn)速 20,000min-1 / 大功率 30/22kW(10分/連續(xù))/ 大扭矩 57/42N?m(10分/連續(xù))
| 銑削刀具 | 主軸轉(zhuǎn)速 min-1 | 切削速度 m/min | 進(jìn)給速度 mm/min | 切削寬度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ?63面銑刀 5刃(超硬) | 15,000 | 2,949 | 20,455 | 44 | 3 | 2,700 |
(工件材料:A5052)
可實(shí)現(xiàn)運(yùn)轉(zhuǎn)時(shí)間大化的切屑處理措施
消除了加工室內(nèi)堆積的切屑以及粘附於護(hù)蓋的切屑
機(jī)內(nèi)採(cǎi)用新型護(hù)蓋。採(cǎi)用扁平機(jī)內(nèi)鈑金可改善切屑的排出效果。
另外,通過(guò)簡(jiǎn)化結(jié)構(gòu)防止因堆積切屑和夾雜切屑而引起的故障。
在需要大最快進(jìn)給速度、大加工能力的長(zhǎng)時(shí)間連續(xù)運(yùn)轉(zhuǎn)的批量生產(chǎn)中實(shí)現(xiàn)了較高的耐用性。
機(jī)床規(guī)格
| 項(xiàng)目 | 單位 | MB-5000HⅡ | ||
|---|---|---|---|---|
| No.40 | No.50*1 | |||
| 移動(dòng)量 | X軸移動(dòng)量(立柱左右) | mm | 760 | |
| Y軸移動(dòng)量(主軸頭上下) | mm | 760 | ||
| Z軸移動(dòng)量(工作臺(tái)前后) | mm | 810 | ||
| 托盤(pán)上面至主軸中心的距離 | mm | 50~810 | ||
| 托盤(pán)中心線至主軸端面的距離 | mm | 100~910 | ||
| 托盤(pán) | 工作臺(tái)尺寸 | mm | 500×500 | |
| 大承載重量 | kg | 500 | ||
| 分度角度 | 度 | 1[0.001] | ||
| 大承載工件尺寸 | mm | ?800×1,000 | ||
| 主軸 | 主軸轉(zhuǎn)速 | min-1 | 15,000 [12,000、20,000] | 12,000 |
| 主軸錐孔 | 7/24錐度 No.40 [HSK-A63] | 7/24錐度 No.50 HSK-A100 | ||
| 主軸軸承內(nèi)徑 | mm | ?70[?90、?70] | ?90 | |
| 進(jìn)給速度 | 快速進(jìn)給速度 | m/min | X、Y、Z:60 | |
| 切削進(jìn)給速度 | mm/min | X、Y、Z:1~60,000 | ||
| 電機(jī) | 主軸電機(jī)(10分/連續(xù)) | kW | 26/18.5[33/26、30/22] | 33/26 |
| 進(jìn)給軸電機(jī) | kW | X、Y、Z: 5.2 | ||
| 工作臺(tái)分度電機(jī) | kW | 3.0[3.5] | ||
| ATC | 刀柄型式 | MAS403 BT40 [HSK-A63] | MAS403 BT50 HSK-A100 | |
| 拉釘型式 | MAS 2 | |||
| 刀庫(kù)容量 | 把 | 48 [64、100、140、180、220、260、300、340] | 40、60、80、90、120、150、180、210、240 | |
| 刀具大直徑(有鄰接刀具時(shí)) | mm | ?90 | ?100 | |
| 刀具大直徑(無(wú)鄰接刀具時(shí)) | mm | ?170 | ||
| 刀具大長(zhǎng)度 | mm | 510 | ||
| 刀具大重量 | kg | 12 | 15 | |
| 刀具選擇方式 | 隨機(jī)存儲(chǔ)*2 | |||
| 機(jī)床尺寸 | 機(jī)床高度 | mm | 2,893 | |
| 占地面積 長(zhǎng)×寬*3 | mm | 2,540×5,620 | 2,900×5,620 | |
| 機(jī)床重量 | kg | 13,700 | 14,000 | |
| 控制裝置 | OSP-P300MA | |||
[ ]特殊規(guī)格
*1. No.50主軸規(guī)格為特殊規(guī)格。
*2.80把以上為固有地址類(lèi)型。
*3. 在滾筒過(guò)濾機(jī)式排屑器RDF規(guī)格的情況下
 聯(lián)繫人:張總
聯(lián)繫人:張總
 電話:18913517208
電話:18913517208
 座機(jī): 0512-50135964
座機(jī): 0512-50135964
 網(wǎng)址:efgbook.cn
網(wǎng)址:efgbook.cn
 地址:江蘇省崑山市開(kāi)發(fā)區(qū)前進(jìn)東路757號(hào)樓
地址:江蘇省崑山市開(kāi)發(fā)區(qū)前進(jìn)東路757號(hào)樓
銑復(fù)合機(jī)床")
