

當數控加工中心產生振動時,工藝系統的正常切削過程受到干擾和破壞。振動不僅嚴重惡化加工表面質量,而且還會縮短數控加工中心及刀具使用壽命。因此我們有必要采取一些措施來減小或者消除數控加工中心產生振動。
首先,我們應該先了解一下造成振動的原因有哪些:
1、在低頻振動時,主要是由于Y方向的振動引起了切削力的變化,使得F相離>F趨近而產生了振動。
2、車削過程中產生寬而薄的切屑時,Y方向的振動引起了切削力的變化,當切削截面寬而薄時,Y方向的振動將引起切削截面積及切削力的劇烈變化。因此,在這種情況下極易產生振動。例如:在縱走刀車削時,切深愈大,進給量愈大,主偏角愈小,則切削截面就愈寬愈薄,愈容易產生振動。
車削中的低頻振動時,通常工件系統和刀架系統都在振動(但絕大部分情況下工件系統的振動較大,起著主導地位),它們時而相離,時而趨近,產生大小相等方向相反的作用力和反作用力。

 超級復合加工中心
超級復合加工中心 5軸數控加工中心
5軸數控加工中心 復合加工中心
復合加工中心 數控車床
數控車床 立式車床
立式車床 立式加工中心
立式加工中心 臥式加工中心
臥式加工中心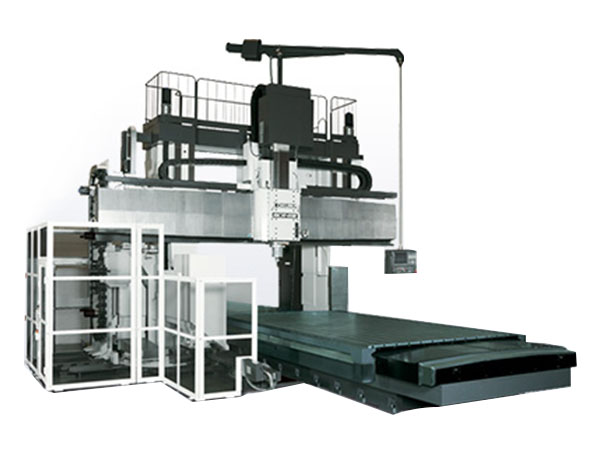 龍門式加工中心
龍門式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型數控車床
LCR-270-e型數控車床 LBR-370-e數控車床和車削中心
LBR-370-e數控車床和車削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-臥式加工中心
MAR-H-e-臥式加工中心 MBR-H-e-臥式加工中心
MBR-H-e-臥式加工中心 GENOS-數控車床
GENOS-數控車床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-數控車床和車削中心
GENOS-數控車床和車削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600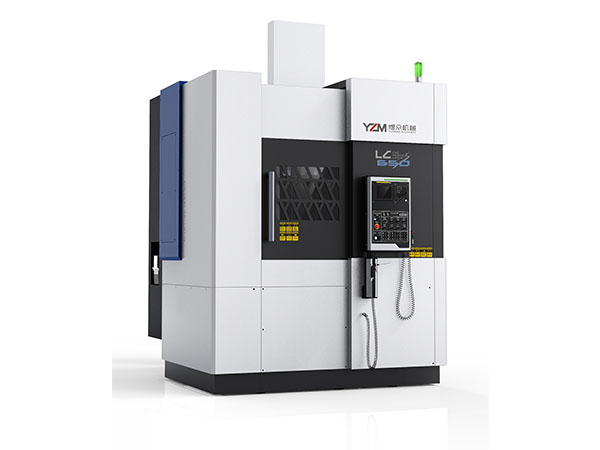 LC-650
LC-650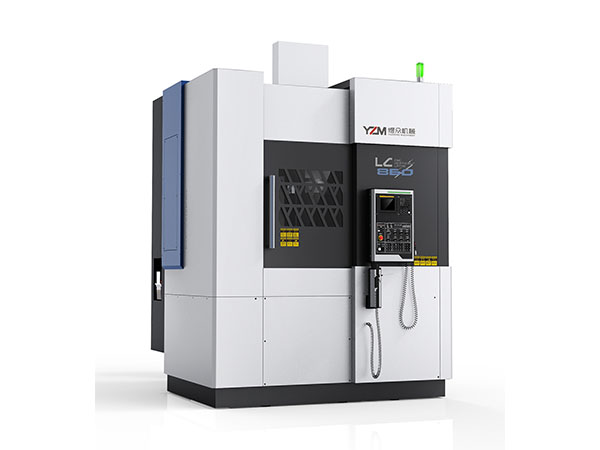 LC-860
LC-860 JT動力刀塔-車銑復合
JT動力刀塔-車銑復合 JT斜軌-數控車床
JT斜軌-數控車床 CK平軌-數控車床
CK平軌-數控車床 聯系人:張總
聯系人:張總
 電話:18913517208
電話:18913517208
 座機: 0512-50135964
座機: 0512-50135964
 網址:efgbook.cn
網址:efgbook.cn
 地址:江蘇省昆山市開發區前進東路757號樓
地址:江蘇省昆山市開發區前進東路757號樓

