

斜床身的數控車床選用斜布置,床身采用空心結構,機床在工作中的抗彎性、抗扭剛度大大提高,同時具有較高的安穩性能。斜床身數控車床的高剛度、高穩定性,為機床的高精度加工提供了有力保障。
斜床身數控車床主要用于加工復雜的回轉體零件。滿足表面圓、臺階、錐面、球面、溝槽、挑螺紋及雜亂表面的加工。滿足于銅、鋁、鐵、不銹鋼等鑄件的粗坯、精加工。

斜床身數控車床可靠性好、剛性強、精度高、壽命長、速度快。可可靠地完成各種難加工材料的粗細、精加工。選擇旋轉塔刀,使其定位精度高,切割變形小。
當工件在調質、正火、退火、硬度低于45HRC時,切削加工余量、表面光潔度、消除貧碳層等等,切削過程中工件在調質、正火、退火以及硬度低于45HRC時,不會形成潛在功能。
硬加工是指加工工件的淬硬,如50-65HRC的高硬度、軸承鋼、高速鋼、軋.鋼、普通淬火鋼及淬火態模具鋼等,對切削加工有明顯影響。在加工過程中,車銑復合機床工件表面存在一定程度的損傷,主要原因是切削熱的產生與傳遞、高速碰撞與磨損等。硬切削加工表面完整性內容主要包括表面排列形狀及其碩度、表面粗糙度、尺度精度、殘余應力分布及白層的產生。
被加工工件表面硬度隨著進給量和切削量的減小而增加,隨切削速度的提高而增加。加工過的工件表面硬度越高,其硬化層深度就越大。工件表面經過硬切削后仍處于殘余壓應力,磨削后工件的壓應力主要集中于工件的表面。
影響工件外觀完整性的因素為工件的硬度,工件硬度值越大,殘余壓應力的組成越有利。使用切削時,材料鈍角半徑越大,殘余壓應力值越大;工件硬度越高,殘余壓應力值越大。
白色層組分是影響已加工工件表面質量的另一個重要因素。伴隨著硬切削過程而形成的一種排列形狀就是白層。白層具有高硬度、高耐腐蝕、高脆等磨削性能。高脆性容易形成早期脫落失效,甚至在工件加工后形成一個階段后破裂。

 超級復合加工中心
超級復合加工中心 5軸數控加工中心
5軸數控加工中心 復合加工中心
復合加工中心 數控車床
數控車床 立式車床
立式車床 立式加工中心
立式加工中心 臥式加工中心
臥式加工中心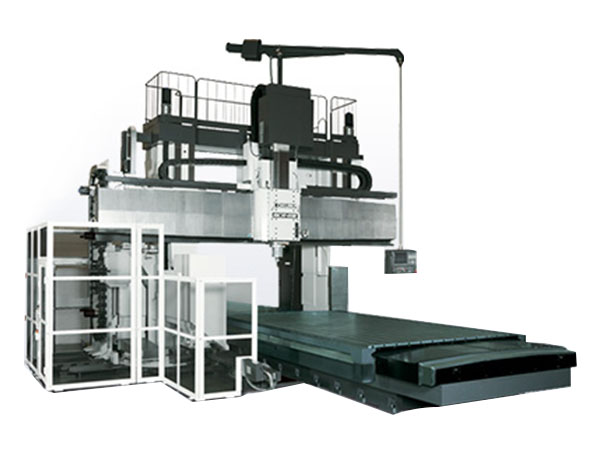 龍門式加工中心
龍門式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型數控車床
LCR-270-e型數控車床 LBR-370-e數控車床和車削中心
LBR-370-e數控車床和車削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-臥式加工中心
MAR-H-e-臥式加工中心 MBR-H-e-臥式加工中心
MBR-H-e-臥式加工中心 GENOS-數控車床
GENOS-數控車床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-數控車床和車削中心
GENOS-數控車床和車削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600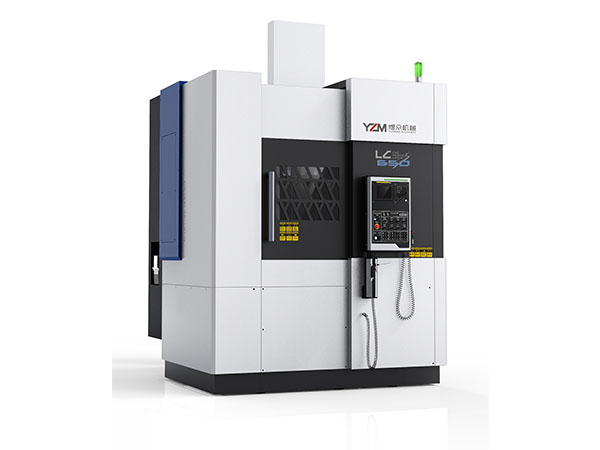 LC-650
LC-650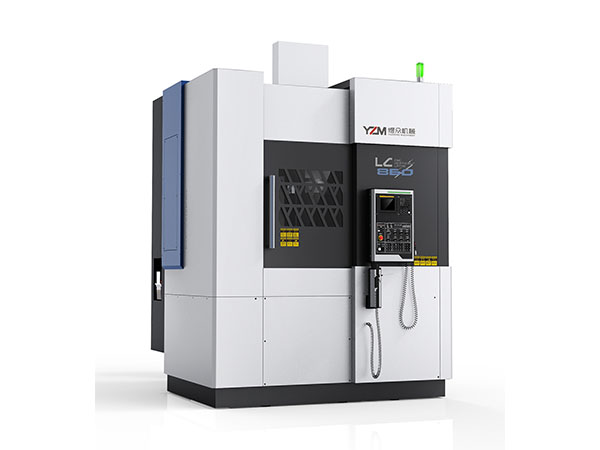 LC-860
LC-860 JT動力刀塔-車銑復合
JT動力刀塔-車銑復合 JT斜軌-數控車床
JT斜軌-數控車床 CK平軌-數控車床
CK平軌-數控車床 聯系人:張總
聯系人:張總
 電話:18913517208
電話:18913517208
 座機: 0512-50135964
座機: 0512-50135964
 網址:efgbook.cn
網址:efgbook.cn
 地址:江蘇省昆山市開發區前進東路757號樓
地址:江蘇省昆山市開發區前進東路757號樓

