

1. 起吊和運(yùn)輸
機(jī)床的起吊和就位,應(yīng)使用制造廠提供的專用起吊工具,不允許采用其他方法進(jìn)行。不需要專用起吊工具,應(yīng)采用鋼絲繩按照說明書規(guī)定部位起吊和就位。
2.基礎(chǔ)及位置
機(jī)床應(yīng)安裝在牢固的基礎(chǔ)上,位置應(yīng)遠(yuǎn)離振源;避免陽光照射和熱輻射;放置在干燥的地方,避免潮濕和氣流的影響。機(jī)床附近若有振源,在基礎(chǔ)四周必須設(shè)置防振溝。
通用刀架
3.機(jī)床的安裝
機(jī)床放置于基礎(chǔ)上,應(yīng)在自由狀態(tài)下找平,然后將地腳螺栓均勻地鎖緊。對(duì)于普通機(jī)床,水平儀讀數(shù)不超過0.04/1000mm,對(duì)于高精度的機(jī)床,水平儀不超過0.02/1000mm。在測量安裝精度時(shí),應(yīng)在恒定溫度下進(jìn)行,測量工具需經(jīng)一段定溫時(shí)間后再使用。機(jī)床安裝時(shí)應(yīng)竭力避免使機(jī)床產(chǎn)生強(qiáng)迫變形的安裝方法。機(jī)床安裝時(shí)不應(yīng)隨便拆下機(jī)床的某些部件,部件的拆卸可能導(dǎo)致機(jī)床內(nèi)應(yīng)力的重新分配,從而影響機(jī)床精度。
控車床")
4. 試運(yùn)轉(zhuǎn)前的準(zhǔn)備
機(jī)床幾何精度檢驗(yàn)合格后,需要對(duì)整機(jī)進(jìn)行清理。用浸有清洗劑的棉布或綢布,不得用棉紗或紗布。清洗掉機(jī)床出廠時(shí)為保護(hù)導(dǎo)軌面和加工面而涂的防銹油或防銹漆。清洗機(jī)床外表面上的灰塵。在各滑動(dòng)面及工作面涂以機(jī)床規(guī)定使滑油。
仔細(xì)檢查機(jī)床各部位是否按要求加了油,冷卻箱中是否加足冷卻液。機(jī)床液壓站、自動(dòng)間潤滑裝置的油是否到油位批示器規(guī)定的部位。
檢查電氣控制箱中各開關(guān)及元器件是否正常,各插裝集成電路板是否到位。
通電啟動(dòng)集中潤滑裝軒,使各潤滑部位及潤滑油路中充滿潤滑油。做好機(jī)床各部件動(dòng)作前的一切準(zhǔn)備。
數(shù)控機(jī)床是數(shù)字控制機(jī)床的簡稱,是一種裝有程序控制系統(tǒng)的自動(dòng)化機(jī)床。該控制系統(tǒng)能夠邏輯地處理具有控制編碼或其他符號(hào)指令規(guī)定的程序,并將其譯碼,從而使機(jī)床動(dòng)作并加工零件。
數(shù)控機(jī)床與普通機(jī)床相比,數(shù)控機(jī)床有如下特點(diǎn):
●加工精度高,具有穩(wěn)定的加工質(zhì)量;
●可進(jìn)行多坐標(biāo)的聯(lián)動(dòng),能加工形狀復(fù)雜的零件;
●加工零件改變時(shí),一般只需要更改數(shù)控程序,可節(jié)省生產(chǎn)準(zhǔn)備時(shí)間;
●機(jī)床本身的精度高、剛性大,可選擇有利的加工用量,生產(chǎn)率高(一般為普通機(jī)床的3~5倍);
●機(jī)床自動(dòng)化程度高,可以減輕勞動(dòng)強(qiáng)度;
●對(duì)操作人員的素質(zhì)要求較高,對(duì)維修人員的技術(shù)要求更高。
 聯(lián)系人:張總
聯(lián)系人:張總
 電話:18913517208
電話:18913517208
 座機(jī): 0512-50135964
座機(jī): 0512-50135964
 網(wǎng)址:efgbook.cn
網(wǎng)址:efgbook.cn
 地址:江蘇省昆山市開發(fā)區(qū)前進(jìn)東路757號(hào)樓
地址:江蘇省昆山市開發(fā)區(qū)前進(jìn)東路757號(hào)樓
合機(jī)床")

 超級(jí)復(fù)合加工中心
超級(jí)復(fù)合加工中心 5軸數(shù)控加工中心
5軸數(shù)控加工中心 復(fù)合加工中心
復(fù)合加工中心 數(shù)控車床
數(shù)控車床 立式車床
立式車床 立式加工中心
立式加工中心 臥式加工中心
臥式加工中心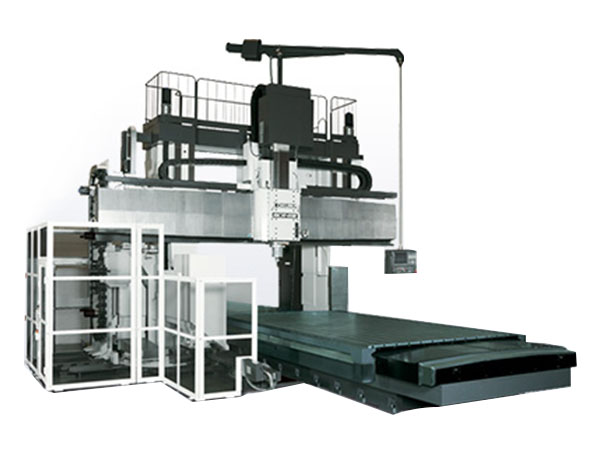 龍門式加工中心
龍門式加工中心 磨床
磨床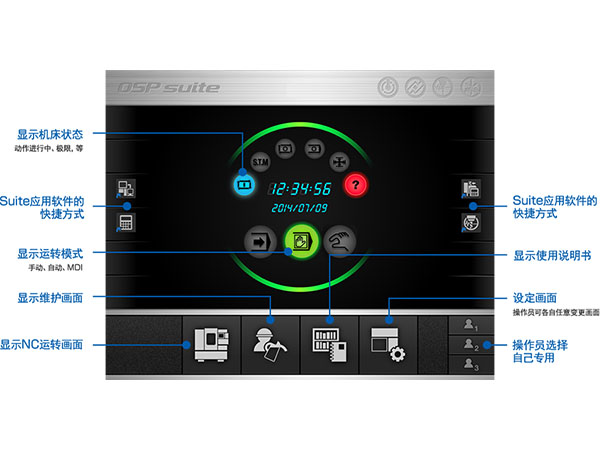 IT/CNC
IT/CNC LCR-270-e型數(shù)控車床
LCR-270-e型數(shù)控車床 LBR-370-e數(shù)控車床和車削中心
LBR-370-e數(shù)控車床和車削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-臥式加工中心
MAR-H-e-臥式加工中心 MBR-H-e-臥式加工中心
MBR-H-e-臥式加工中心 GENOS-數(shù)控車床
GENOS-數(shù)控車床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-數(shù)控車床和車削中心
GENOS-數(shù)控車床和車削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600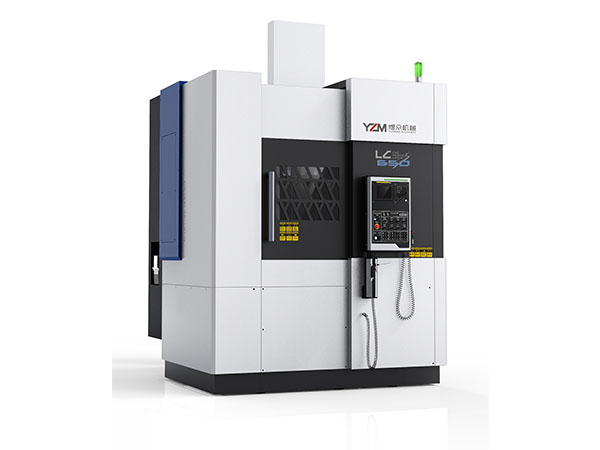 LC-650
LC-650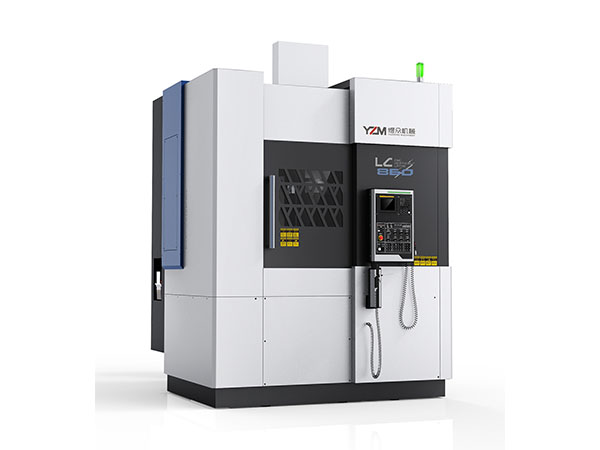 LC-860
LC-860 JT動(dòng)力刀塔-車銑復(fù)合
JT動(dòng)力刀塔-車銑復(fù)合 JT斜軌-數(shù)控車床
JT斜軌-數(shù)控車床 CK平軌-數(shù)控車床
CK平軌-數(shù)控車床