

在高速運行生產過程中,小型無心外圓磨床砂輪表面與工件表面產生激烈磨擦。磨削生產加工工作壓力很高,高溫度可達1000℃以上。這時應用磨削液假如無法充分發揮其優良的潤化作用,便會導致砂輪比較嚴重的損壞,減少了加工精度和表面光滑度。此外,磨削液能不能完全地滲入磨削區立即危害制冷潤化實際效果。

平面圖磨削生產加工時,假如將磨削液的噴頭部位弄錯造成磨削液澆筑方位不對,這時磨削液因為砂輪高速運轉造成很大的氣旋阻攔了沒法進到磨削區,因此在磨削生產過程時不可以立即獲得制冷,這時磨削液對磨削區的工件磨削熱不起一切制冷功效,只有對工件總體溫度的減少起功效。
也有數控磨床的磨削液應用存有磨削生產成本提升、環境污染問題和危害實際操作加工者的身心健康等好多個消極問題,這一點也需要充分考慮。

 超級復合加工中心
超級復合加工中心 5軸數控加工中心
5軸數控加工中心 復合加工中心
復合加工中心 數控車床
數控車床 立式車床
立式車床 立式加工中心
立式加工中心 臥式加工中心
臥式加工中心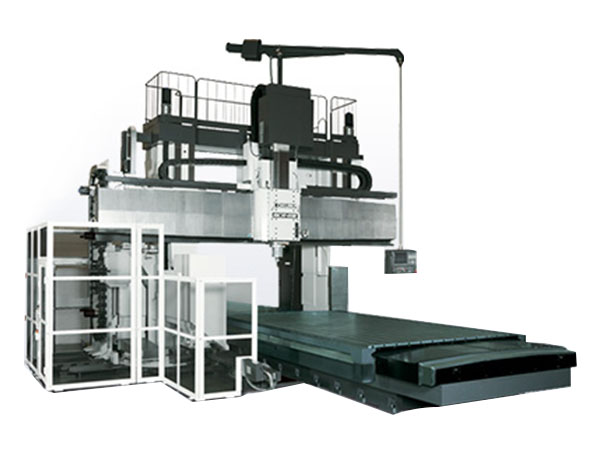 龍門式加工中心
龍門式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型數控車床
LCR-270-e型數控車床 LBR-370-e數控車床和車削中心
LBR-370-e數控車床和車削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-臥式加工中心
MAR-H-e-臥式加工中心 MBR-H-e-臥式加工中心
MBR-H-e-臥式加工中心 GENOS-數控車床
GENOS-數控車床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-數控車床和車削中心
GENOS-數控車床和車削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600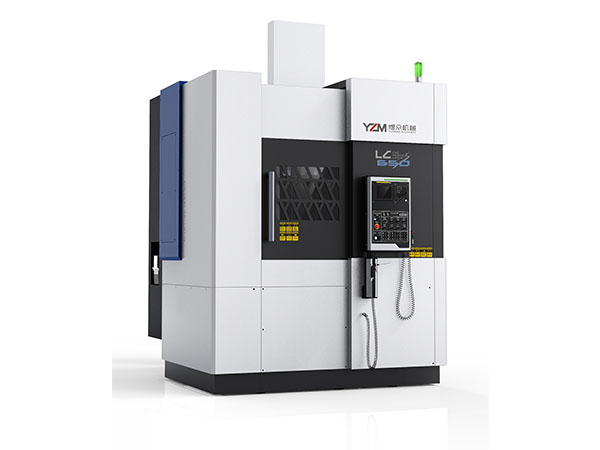 LC-650
LC-650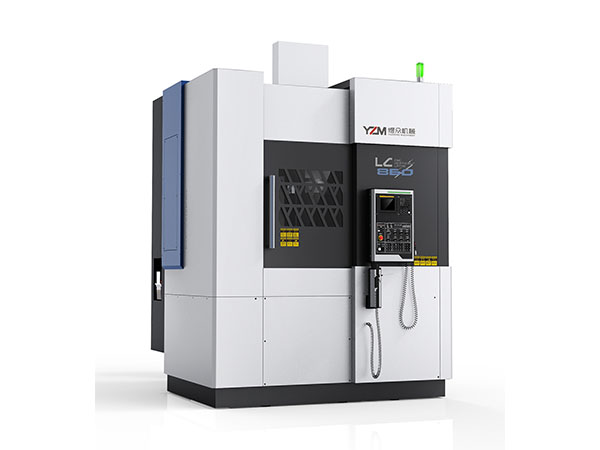 LC-860
LC-860 JT動力刀塔-車銑復合
JT動力刀塔-車銑復合 JT斜軌-數控車床
JT斜軌-數控車床 CK平軌-數控車床
CK平軌-數控車床 聯系人:張總
聯系人:張總
 電話:18913517208
電話:18913517208
 座機: 0512-50135964
座機: 0512-50135964
 網址:efgbook.cn
網址:efgbook.cn
 地址:江蘇省昆山市開發區前進東路757號樓
地址:江蘇省昆山市開發區前進東路757號樓

