
 超級複合加工中心
超級複合加工中心 5軸數控加工中心
5軸數控加工中心 複合加工中心
複合加工中心 數控車床
數控車床 立式車床
立式車床 立式加工中心
立式加工中心 臥式加工中心
臥式加工中心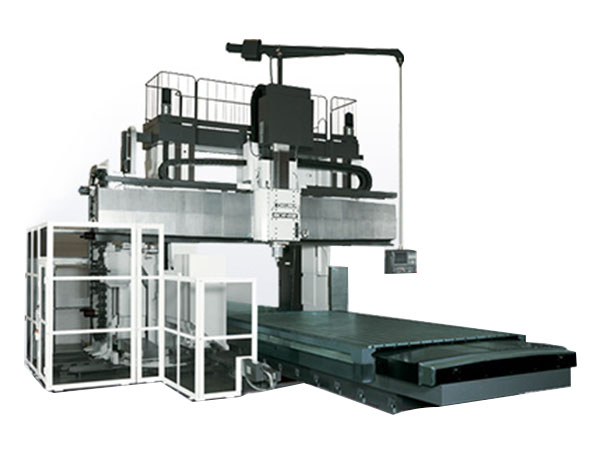 龍門式加工中心
龍門式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型數控車床
LCR-270-e型數控車床 LBR-370-e數控車床和車削中心
LBR-370-e數控車床和車削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-臥式加工中心
MAR-H-e-臥式加工中心 MBR-H-e-臥式加工中心
MBR-H-e-臥式加工中心 GENOS-數控車床
GENOS-數控車床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-數控車床和車削中心
GENOS-數控車床和車削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650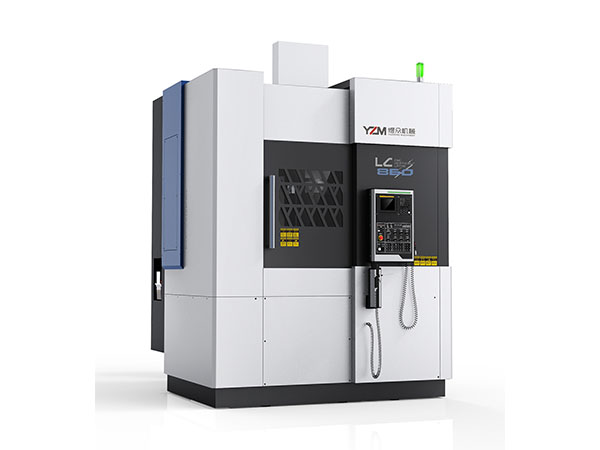 LC-860
LC-860 JT動力刀塔-車銑複合
JT動力刀塔-車銑複合 JT斜軌-數控車床
JT斜軌-數控車床 CK平軌-數控車床
CK平軌-數控車床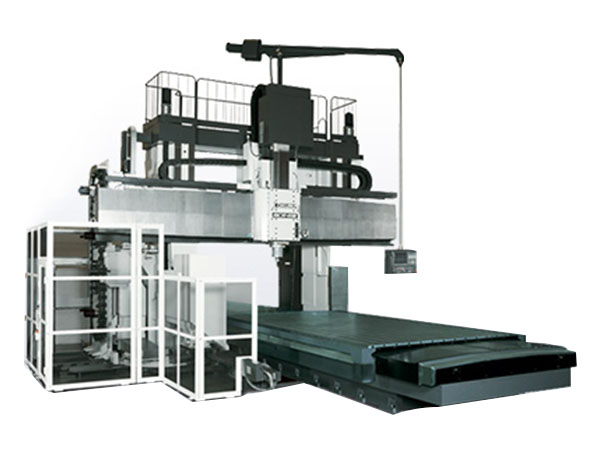



優良的基本結構是機床剛性的保證
適應重切削的龍門式結構
方形立柱的龍門結構,對上下左右、以及扭曲等的負荷具有足夠的剛性、耐強力切削,能夠確保高精度。

精度壽命長的橫梁升降導軌面
橫梁升降導軌面可確保足夠的長度,無爬行運動可確保精度壽命長的結構。

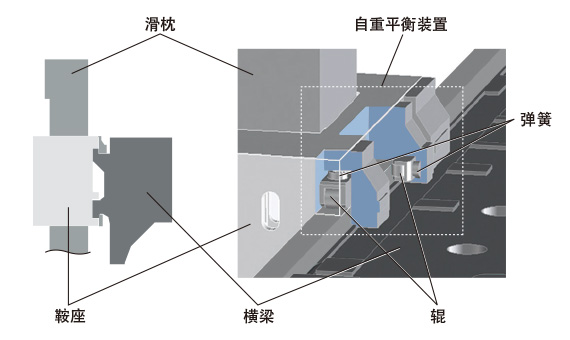
同時實現高速度與高精度加工的主軸頭(滑鞍導軌面)
主軸頭嚮導是寬幅的高剛性矩形斷面形狀。並且,通過橫樑上的輥由自重平衡裝置支撐。由此可以獲得高速高精度的運動與高質量的加工面。
快速且準確地完成定位
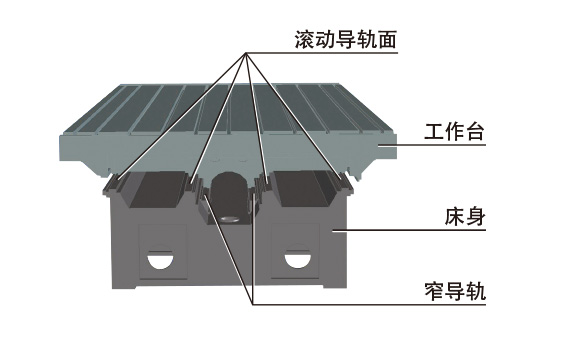
工作臺導軌為滾動導向方式
工作臺和工件的重量全部由淬火磨削而成的導軌面上的滾柱軸承支撐,不怕負重不受工件重量變化的影響,可實現輕快流暢的動作及準確的定位。
在工作臺中間鋪設了驅動部(滾珠絲槓)與窄導軌,可長時間保持穩定良好的直線運動。
高效率、大範圍複合加工如您所願
豐富的主軸頭
通過更換陣容豐富的主軸頭,即可實現所有形狀的所有加工。
不但可以更換刀具(ATC),通過自動裝卸主軸頭(AAC),還可以實現處理多種工序的自動運轉,大大提高生產性。

高速NC-ATC裝置
刀庫的刀具通過1條更換臂即可自動更換至縱、橫兩軸。另外,可以在本機加工過程中從刀庫搬運到下一刀具待機位置,並在任意位置更換刀具,因此刀具更換時間最短。
不僅立頭和90°頭,而且對於30°頭、萬向分度頭(BC軸)ATC也可對應。

產品陣容
5面加工龍門式加工中心
高剛性、高輸出
軸移動量(大):X12,200?Y4,200?Z1,050mm
高功能、高精度

軸移動量(大):X12,000?Y4,200?Z800mm
節省空間、高性價比
軸移動量(大):X12,200?Y4,100?Z800mm
直線電機驅動、高速

軸移動量(大):X5,000?Y3,700?Z800mm
龍門式加工中心(上面加工)
節省空間、高速
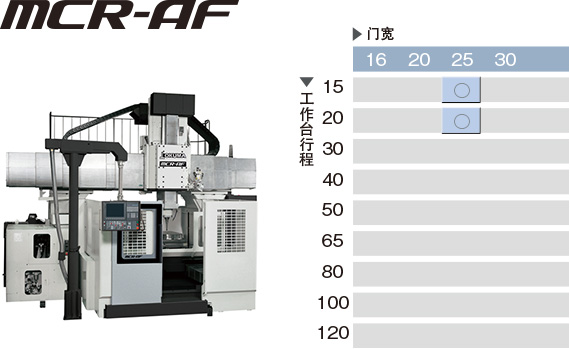
軸移動量(大):X2,600?Y2,000?Z800mm
套管軸型式
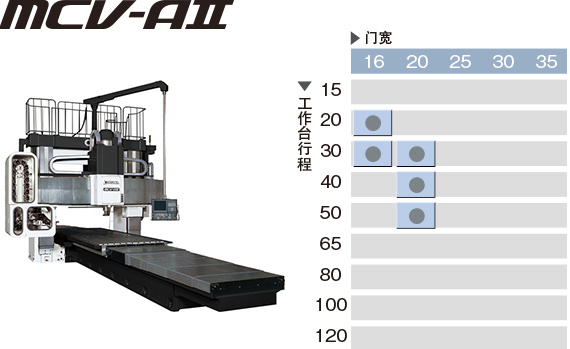
軸移動量(大):X5,200?Y2,000?Z450mm
機床規格
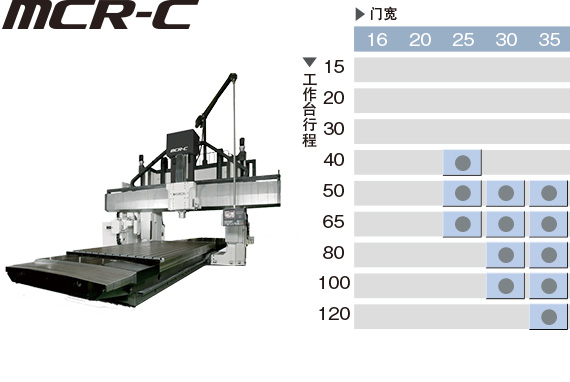
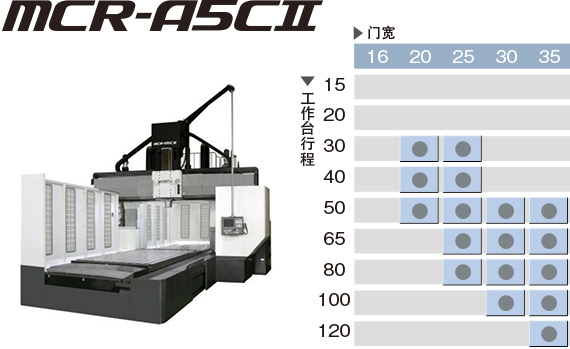
MCR-C/MCR-BⅢ/MCR-A5CⅡ
| MCR-C | MCR-BⅢ※9 | MCR-A5CⅡ | |||
|---|---|---|---|---|---|
| 移動量 | X軸移動量(工作臺前後) | mm | 4,200~12,200 | 3,000~12,000 | 3,200~12,200 |
| Y軸移動量(主軸頭左右) | mm | 3,200~4,200 | 2,700~4,200 | 2,600~4,100 | |
| Z軸移動量(滑枕上下) | mm | 1,050[1,250] | 800[1,000] | 800 | |
| W軸移動量(橫梁升降) | mm | 1,000、1,200 | 700~1,300 | 800~1,200 | |
| 有效門寬 | mm | 2,650~3,650 | 2,050~3,550 | 2,150~3,650 | |
工作臺表面至 主軸端的大距離 | mm | 1,650~1,850 [1,550~1,750] ※1 | 1,350~1,850 [1,250~1,750] ※1 | 1,450~1,850 [1,350~1,750] ※1 | |
| 工作臺 | 工作臺作業面的大小 | mm | 2,000×4,000~3,000×12,000 | 1,500×2,800~3,000×11,800 | 1,500×3,000~3,000×12,000 |
| 工作臺的大承載重量 | kg | 22,000~66,000 | 12,000~72,600 | 12,000~66,000 | |
工作臺上面的形狀 [T槽寬度×根數(間隔)] | mm | 24H7×11、13、15 (中央部位200) | 24H7×9~15 (中央部位200) | 24H7×11、13、15 (中央部位140、200) | |
| 距機床下面的高度 | mm | 850~950 | 800~950 | 850~950 | |
| 進給速度 | 快速進給速度 | m/min | X?Y:24、Z:15 (X?Y:24※2、Z:15)※3 (X:20、Y:24※2、Z:15)※4 | X:15、Y:20※10、Z:15 | X:30、Y:32、Z:20 (X:30、Y:32※2、Z:20)※20 (X:20、Y:32※2、Z:20)※21 (X:30、Y:30※2、Z:20)※22 (X:20、Y:30※2、Z:20)※23 |
| 切削進給速度 | mm/min | 1~10,000 | 1~10,000 | 1~10,000 | |
| W軸進給速度(橫梁升降) | mm/min | 3,000 | 3,000 | 3,000 | |
| 自動刀具更換裝置 | 刀柄型式 | MAS BT50 | MAS BT50 | MAS BT50 | |
| 拉釘型式 | MAS 2 | MAS 2 | MAS 2 | ||
| 刀具容納把數 | 把 | 50 [80、100、120、180] | 32※11 [50、72、100、120、180] | 50 [80、100、120、180] | |
| 刀具大直徑 | mm | 有鄰接刀具:?135 無鄰接刀具:?264 | 有鄰接刀具:?135 無鄰接刀具:?230 | 有鄰接刀具:?135 無鄰接刀具:?230 | |
| 刀具大長度 | mm | 600 | 400 | 400 | |
| 刀具大重量 | kg | 25 | 25 | 25 | |
| 刀具選擇方式 | 固有地址方式 | 固有地址方式 | 固有地址方式 | ||
| 主軸 | 主軸轉速 | min-1 | 4,000[6,000] | 4,000[3,600、6,000、8,000、10,000] | 4,000[6,000、10,000] |
| 主軸錐孔 | 7/24錐度No.50 | 7/24錐度No.50 | 7/24錐度No.50 | ||
| 主軸軸承內徑 | mm | ?100[?85※5、?130※6、?100※7] | ?100[?85※12] | ?100[?85※24] | |
| 電機 | 主軸用電機 | kW | 45/37(30分/連續) [37(連續)]※5 | 30/22(30分/連續)※8 [45/37(30分/連續)※13、22(連續)※5、 26/22(30分/連續)※14] | 26/22(30分/連續)※8 [26/22(30分/連續)※24、 30/22(30分/連續)※25] |
| 進給軸用電機 | kW | X:14.0、Y:9.4、Z:5.2×2 | X:9.4(14※15)、Y:7.3、Z:4.6×2 (X:9.4(14※16)、Y:9.4、Z:4.6×2)※17 | X:9.4(14※26)、Y:7.3、Z:5.2×2] | |
| 橫梁升降用電機 | kW | W:4.6(5.2※18)×2 | W:4.6(5.2※18)×2 | W:4.6×2 | |
| 所需動力源 | 電源 | kVA | 60※8 | 60※8 | 60※8 |
| 氣壓源 | L/min(ANR) | 650(0.5MPa以上)※8 | 650(0.5MPa以上)※8 | 650(0.5MPa以上)※8 | |
| 機床尺寸 | 機床高度 | mm | 6,730、6,980 | 6,250~6,850 | 5,820~6,300 |
| 佔地面積(僅限主機) | mm | 7,810×10,730~8,835×27,930 | 6,950×8,200~8,700×27,400 | 6,180×8,430~7,780×27,930 | |
| 機床重量(僅限主機) | kg | 48,000~116,000 | 36,000~120,900 | 32,000~101,000 | |
| 控制裝置 | OSP-P300MA | OSP-P300MA | OSP-P300MA | ||
[ ]:內為特殊規格
| MCR-H | MCR-AF | MCV-AⅡ | |||
|---|---|---|---|---|---|
| 移動量 | X軸移動量(工作臺前後) | mm | 4,200、5,200 | 2,600 | 2,000~5,200 |
| Y軸移動量(主軸頭左右) | mm | 3,200、3,700 | 1,500、2,000 | 1,600、2,000 | |
| Z軸移動量(滑枕上下) | mm | 800[1,000] | 800 | 450(套管軸上下) | |
| W軸移動量(橫梁升降) | mm | 1,000 | - | 1,000、1,150 | |
| 有效門寬 | mm | 2,550、3,050 | 2,600 | 1,650、2,050 | |
工作臺表面至 主軸端的大距離 | mm | 1,550 | 1,100 [1,000※29] | 1,360~1,510 [1,380~1,530]※36 | |
| 工作臺 | 工作臺作業面的大小 | mm | 2,000×4,000、2,500×5,000 | 2,000×1,500、2,000×2,000 | 1,200×1,800~1,500×5,000 |
| 工作臺的大承載重量 | kg | 22,000、33,000 | 10,000 | 6,000~16,000 | |
工作臺上面的形狀 [T槽寬度×根數(間隔)] | mm | 24H7×11、13 (中央部位200) | 20H7×9、11 (中央部位200) | 20H7×9、11 (中央部位140) | |
| 距機床下面的高度 | mm | 920 | 850 | 700~750 | |
| 進給速度 | 快速進給速度 | m/min | X?Y:30、Z:15 | X?Y:20、Z:10 | X?Y:20、Z:10 |
| 切削進給速度 | mm/min | X?Y:1~30,000、Z:1~15,000 | 1~10,000 | 1~10,000 | |
| W軸進給速度(橫梁升降) | mm/min | 5,000 | - | 420/500(50/60Hz)※37 | |
| 自動刀具更換裝置 | 刀柄型式 | MAS BT50 | MAS BT50[MAS BT50※29、MAS BT40※30、HSK-A63※31※32] | MAS BT50 | |
| 拉釘型式 | MAS 2 | MAS 2※33 | MAS 2 | ||
| 刀具容納把數 | 把 | 50 [80、100、120、180] | 24 [32※30※31※32、48※30※31※32、50※34、72※34、100※34] | 24 [50、72、100] | |
| 刀具大直徑 | mm | 有鄰接刀具:?135 無鄰接刀具:?230 | 有鄰接刀具:?125※34[?135※35、?90※30※31※32] 無鄰接刀具:?230※34[?125※30※31※32] | 有鄰接刀具:?128 無鄰接刀具:?230 | |
| 刀具大長度 | mm | 400 | 400 | 400 | |
| 刀具大重量 | kg | 25 | 25※34[8※30※31※32] | 20 | |
| 刀具選擇方式 | 固有地址方式 | 固有地址方式※34 [隨機存儲※30※31※32] | 固有地址方式 | ||
| 主軸 | 主軸轉速 | min-1 | 8,000 | 8,000[12,000、15,000、20,000、25,000] | 4,000[6,000、10,000] |
| 主軸錐孔 | 7/24錐度No.50 | 7/24錐度No.50 [7/24錐度No.50※29、7/24錐度No.40※30、HSK-A63※31※32] | 7/24錐度No.50 | ||
| 主軸軸承內徑 | mm | ?85 | ?85[?100※29、?70※30※31、 ?60※32] | ?100[?85※24] | |
| 電機 | 主軸用電機 | kW | 26/22(30分/連續) | 26/22(30分/連續)※8 [37/26(10分/連續)※29、26/18.5(10分/連續)※30、 30/22(10分/連續)※31、15/11(30分/連續)※32] | 22/18.5(30分/連續) [22/15(30分/連續)※5、22(連續)※42] |
| 進給軸用電機 | kW | X:12※27※28(18※27※43)、Y:6※27、Z:4.6×2 | X?Y:5.2、Z:3.6×2 | X:3.5(4.2※38、4.6※39)Y:4.2、Z:4.2 | |
| 橫梁升降用電機 | kW | W:5.2×2 | - | 3.7(AC)[3.6※40] | |
| 所需動力源 | 電源 | kVA | 80※8 | 55※8 | 40※8 45※8 |
| 氣壓源 | L/min(ANR) | 950(0.5MPa以上)※8 | 700(0.5MPa以上)※8 | 500(0.5MPa以上)※8 | |
| 機床尺寸 | 機床高度 | mm | 6,450 | 4,670[4,450※29] | 4,375~4,585※41 |
| 佔地面積(僅限主機) | mm | 7,825×10,730、8,425×12,830 | 5,560×4,200、5,560×5,230 | 4,935×6,000~5,335×12,920 | |
| 機床重量(僅限主機) | kg | 64,000、75,000 | 24,500、26,000 | 19,500~30,500 | |
| 控制裝置 | OSP-P300MA | OSP-P300MA | OSP-P300MA | ||
[ ]內為特殊規格※1:[ ]內表示立頭長度為250mm的情況※2: 在Y軸行程兩端附近減速※3:( )內為30×50型、30×65型、35× 50型、35×65型的情況※4:( )內為30×80型、30×100型、35×80型、35×100型、35×120型的情況※5: 6,000min-1規格的情況※6: 高輸出規格,4,000min-1規格的情況※7: 高輸出規格,6,000min-1規格的情況※8: 標準規格的情況※9: 橫梁升降形規格的情況※10: 35型的情況、在Y軸行程兩端附近減速※11: 32把ATC的情況下,通過25型以上能夠限制ATC的範圍。 ※12: 6,000min-1、8,000min-1、10,000min-1規格的情況※13: 3,600min-1規格的情況※14: 8,000min-1、10,000min-1規格的情況※15: 30× 120型的情況※16: 35×120型的情況※17:( )內為35型的情況※18: 35型的情況※20:( )內為30×50型、30×65型的情況※ 21:( )內為30×80型、30×100型的情況※22:( )內為35×50型、35×65型的情況※23:( )內為35×80型、35×100型、35×120型的情況※24: 6,000min-1、10,000min-1規格的情況※25: 10,000min-1 鋁加工規格的情況※26: 25×50型、25×65型、25× 80型、30型、35型的情況※27: 直線電機※28: 25×40型的情況※29: 12,000min-1規格的情況※30: 15,000min-1規格的情況※31: 20,000min- 1規格的情況※32: 25,000min-1規格的情況※33: HSK規格中無拉釘※34: 8,000min-1、12,000min-1規格的情況※35: 8,000min-1規格或者12,000min- 1規格下刀具收納把手為50把規格的情況※36: [ ]內為10,000min-1規格的情況※37: 橫樑自動定位規格時為16型400min-1,20型340min-1 ※38: 20 ×40型的情況※39: 20×50型的情況※40: 橫樑自動定位規格時※41: 標準懸吊(固定),無貫穿主軸規格的情況※42: 10,000min-1規格的情況※43 : 30×50型的情況
 聯繫人:張總
聯繫人:張總
 電話:18913517208
電話:18913517208
 座機: 0512-50135964
座機: 0512-50135964
 網址:efgbook.cn
網址:efgbook.cn
 地址:江蘇省崑山市開發區前進東路757號樓
地址:江蘇省崑山市開發區前進東路757號樓

